Titanium Additive Manufacturing using Electron Beam Melting is an incredibly powerful process that is being taken advantage of all around the globe.
We take your designs and 3D Models and make them a reality. Unlocking efficiencies that often could not be achieved using traditional manufacturing options.
STANDARD OPERATIONS INCLUDE:
OPTIONAL OPERATIONS INCLUDE:
To learn more about the technical capabilities of all of our services and specifications including wall thickness, dimensions and tolerances, please contact our team to request a copy of our EBM Design Guidelines.
Our team will collaborate with you to enhance your design for EBM manufacture, and enable you to leverage the benefits of EBM additive manufacturing. With some of the highest running hours utilizing EBM technology in the world, as well as the highest level of OEM training our team has a deep understanding and wealth of knowledge ready for you to tap into.
CAPABILITIES:
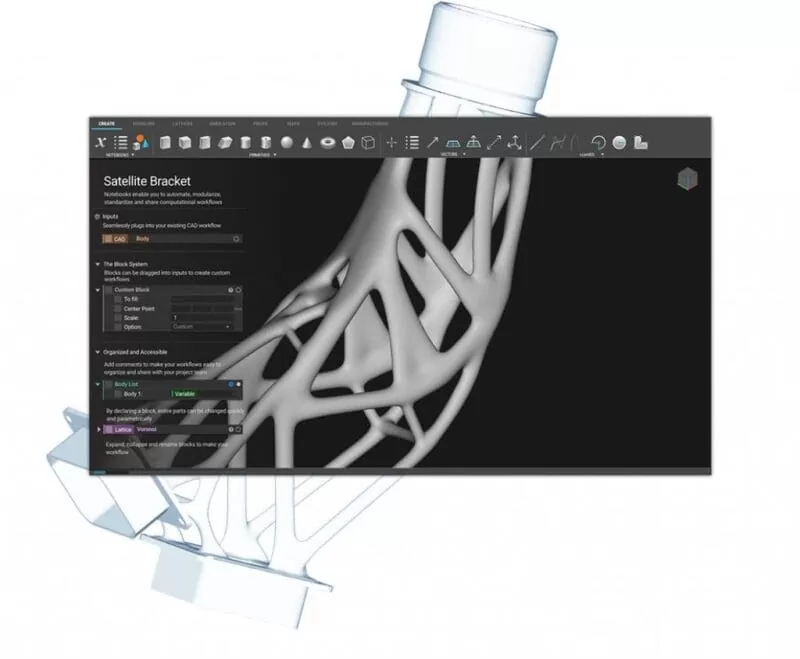
Lattice & Porous Structure Generation
Light-weighting
Mass customisation
Complex geometry
Find out what you need to provide to get a quote here
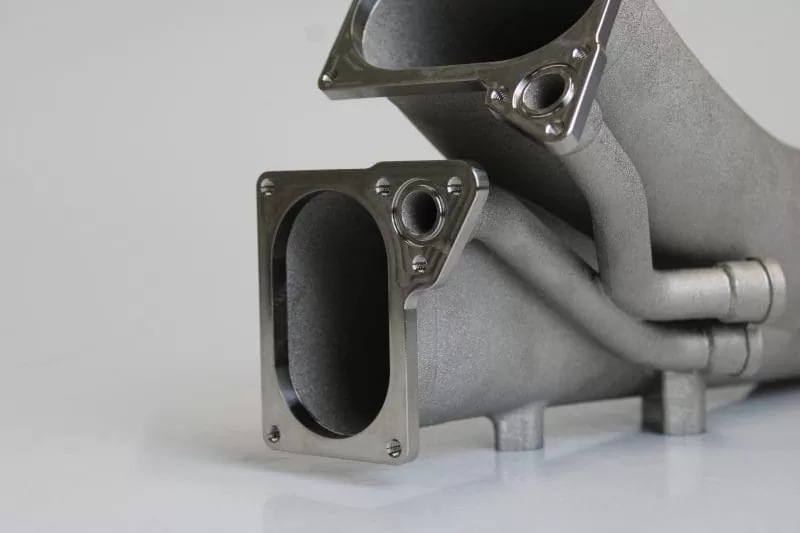
Surface finishing and post-processing treatments are crucial in an engineered environment and are often highly dependent on the end application of the design. For example, abrasive surfaces (such as the EBM ‘as-built’ surface roughness of 16um 22um Ra) can be ideal for bonding situations, smooth surfaces can promote a more consistent flow of fluid, and machined surfaces offer improved fatigue life for high-stress use. While we are able to meet a wide range of finishing options, special consideration must be applied to ensure you are taking advantage of the most appropriate finish.
CAPABILITIES:
Surface finishing and treatment outcomes are highly dependent on the geometry and method used. For example, internal cavities and small radii can be challenging to surface finish with limited tool access.
We have multiple in-house finishing capabilities, including:

On request we can also offer:
If you require specific surface roughness or aesthetics, please note that typical surface finishing will remove approximately 0.4mm of material. If surface finishing is specified on simple geometries our team can add this material allowance, however, if the surfaces are complex we will request that you allow for this material in the model you provide to us.
It is important to note, that not all surfaces can be mirror polished, such as internal cavities and tight radii. This is highly dependent on geometry and in most cases, outside volume production will be performed manually. Please contact our team to discuss what option would suit you.
Zenith Tecnica provides the ability to mark products with branding, certifications and identification labels.
Labels allow for high levels of traceability to all materials, powder, and processes used to manufacture components. For full traceability right down to position in a build, serial numbers can be printed directly on components, or lot numbers can be laser marked during the inspection. Customers can use this capability to enable identification during assembly and traceability throughout its service life.
Zenith Tecnica Recommended Font Properties
| ||
Text Property |
Printing
| Laser Marking |
Font |
Trebuchet MS, or a simple Sans-Serif font is recommended for clarity of all characters
| |
Size (Text Height) |
4mm [11pt]
| 2.5mm [7pt] |
Depth |
Emboss or engrave by 0.4-0.6mm if you want text visible after surface finishing, engrave with min. 0.6mm
| – |
Location |
If you would like Zenith Tecnica to apply a lot number or serial number to components, please define the area to apply the label on your manufacturing drawing.
| |


HIP heat treatment is commonly used in the Aerospace and Medical industries to improve material performance. We work closely with our US-based partner to provide our customers with access to this service. The HIP process puts components under high pressure and temperature to improve the internal structure.
For highly loaded or dynamically loaded thin-walled geometries, our team advises HIP heat treatment and qualification with physical testing. For the best material performance, HIP should be used in conjunction with surface finishing to improve both the inside and outside of the material. HIP will typically require an additional 2 weeks of lead time to be processed.
CAPABILITIES:
We work closely with our partners who are experts at working with AM designs and Titanium alloy. Together we provide the ability to machine near-net EBM components which offers a hybrid manufacturing approach. This enables the benefits and flexibility of Additive Manufacturing with the accuracy of Machining. Machining is often used in conjunction with EBM for components that require tight assembly tolerances.
CAPABILITIES:
Please contact our team to request your copy of our Technical FAQ to learn what Geometric Dimensions and Tolerances (GD&T) are achievable.
Our metrology capabilities enable us to validate that components meet our customer’s specifications. Additive Manufacturing produces complex geometries which are traditionally challenging to measure and conform. This is why we have 3D scanners and a vision system to perform measurement and analysis of 3D surface profiles.

CAPABILITIES:
Zenith Tecnica offers material and product testing through 3rd party accredited labs. We recognise the importance of providing an independent evaluation of our process to ensure confidence in the components we manufacture.
Every build that we run on our EBM machines includes test specimens for continuous material validation and traceability to demonstrate conformance to ASTM F2924.
CAPABILITIES:
You can order the following test certificates for any build:
We can also include specimens at your request for many other tests, including but not limited to:
Contact us today to discuss your individual requirements.
Zenith Tecnica has qualified our EBM machines to produce a wide range of spacecraft components and medical devices. We continually monitor and control our processes so to ensure they are operating within set limits to provide our customers with confidence in the components they receive.
We have a standard quality plan, sometimes known as a standard operating procedure, that dictates the requirements for every part produced at Zenith Tecnica. Some customers may have additional requirements and our team captures these in a tailored quality plan that outlines any parts of the process that are different to standard.
We can supply a certificate of conformance with your orders to provide traceability to all standards and specifications used during manufacturing.
CAPABILITIES: