Keeping up with trends can be tricky! Especially when it comes to the latest and greatest technology. It is no surprise then how often we get asked: “What is Electron Beam Melting, and how do you 3D Print titanium?”.
Well, that is what we are here to answer.
The first crucial concept to understand about Electron Beam Melting (EBM) is that it is a Powder-Bed Fusion process (This is why it can also be referred to as E-PBF). This means that unlike a common FDM 3D printer you may have at home that would use a filament extrusion system – EBM starts with a powder form of the material (in our case, Ti6Al4V) to build the desired parts.
So how do we get from a powder finer than sand – to a stress-relieved structural component ready for the harsh environment of space? Great question. Let’s dive in.
Like other forms of 3D Printing/Additive Manufacturing, we must start with a digital CAD Model for each of the parts we are building. Our engineers must assess the best orientation for each part and add support structures where necessary to assist in the build process. Once the machines have been set up, the engineers will then digitally plot where each model will be built in the 3D volume. This process is called ‘nesting’ and is where a lot of EBM’s efficiency is created, as each part does not need to be directly attached to the build plate. Resulting in a very high output of parts per build as high-density stacking of parts can be achieved.
From here, the entire build volume is ‘sliced’ horizontally into thousands of layers, with each layer acting as a blueprint for the machine to follow as it builds the parts.
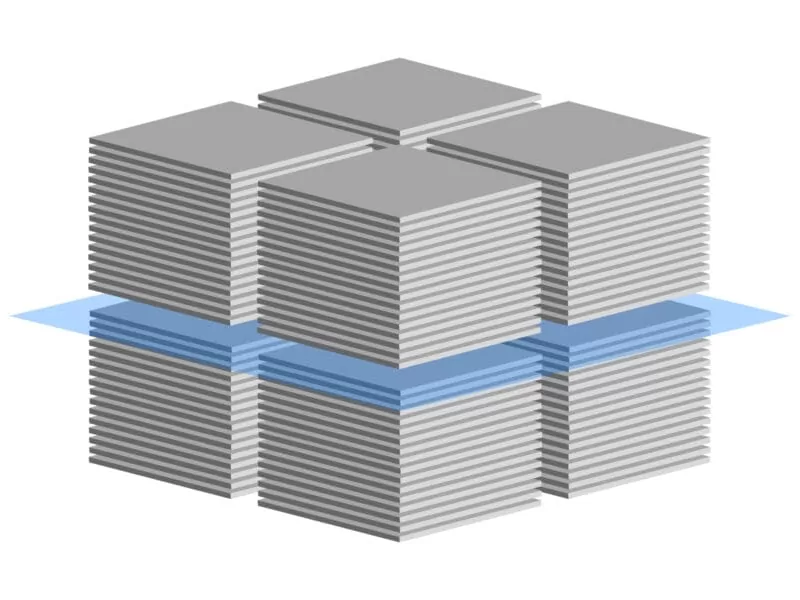
Figure 1. Visualization of a build volume being sliced
Once the above is complete, the build is ready to be launched. This is all quite standard for an additive process; however, the excitement starts once the machines begin.
During the build, the EBM machines utilize an incredibly powerful beam of electrons produced by a crystal cathode and focused by electromagnetic lenses to heat and selectively fuse the metal powder together.
The process begins with an extremely thin layer of metal powder, fed down and spread/raked across the entire build plate to be preheated. Once the desired temperature is achieved, the electron beam precisely melts areas of powder, following the sliced layer blueprint. After the layer has finished its melt, the build plate descends about half the thickness of a single sheet of printer paper, and a new layer of powder is spread.
The beam itself, can move at speeds of up to 8000m/s, which is approximately 28,800 kilometres per hour/almost 18,000 miles per hour! This incredible speed is achieved as the beam is controlled by powerful electromagnets, resulting in no moving parts to drag and slow the process. Due to this speed, if you were to look through the viewing window during a build, it would appear as though multiple electron beams are working simultaneously. In reality, the single beam is fast enough to keep the entire build heated and multiple areas melting accurately at the same time.
As the beam can be controlled at such high speeds, it can preheat and post-heat each layer to maintain a consistently elevated temperature during the build. This hot process allows for the manufacture of crack-prone materials as well as large volumes and thick-walled structures to be built without distortion, even with large changes in cross-sectional area. Resulting in the benefit of not needing to post heat-treat parts as they come out annealed, stress relieved and ready to be machined if necessary.
The electron energy source has an extremely high energy absorption rate. This means the beam can achieve a more homogenous melt in the powder and produce a very uniform microstructure compared to other powder-bed fusion processes. Ultimately, this results in a fully dense component with material properties equivalent to wrought materials. 
Figure 2. Energy Transfer diagram provided by GE Additive
As fantastic as it would be, the parts do not come out of the machine perfectly ready for assembly. In fact, due to the elevated temperature throughout the build, the powder surrounding the parts becomes sintered together to form an exterior briquette that will need to be removed to reveal the parts and their support structures within.
This process is completed with a Powder Recovery System (PRS) that uses the same batch of titanium to blast away any loose powder, similar to a sandblaster. The excess media used during the blasting is not wasted and can be recycled and refreshed into our system to be used again. The sintered powder provides a natural support structure during the build process. This allows for thin-walled components to be built accurately, as the melted metal cannot be displaced, and gives the ability to begin building parts floating in 3D space throughout the build volume.
This added level of freedom means each build can be highly productive and enables more design flexibility for large lightweight structures. However, as the powder cannot just be poured off/out of the part once it is built it can be tricky to remove from any cavities or hard to reach areas.
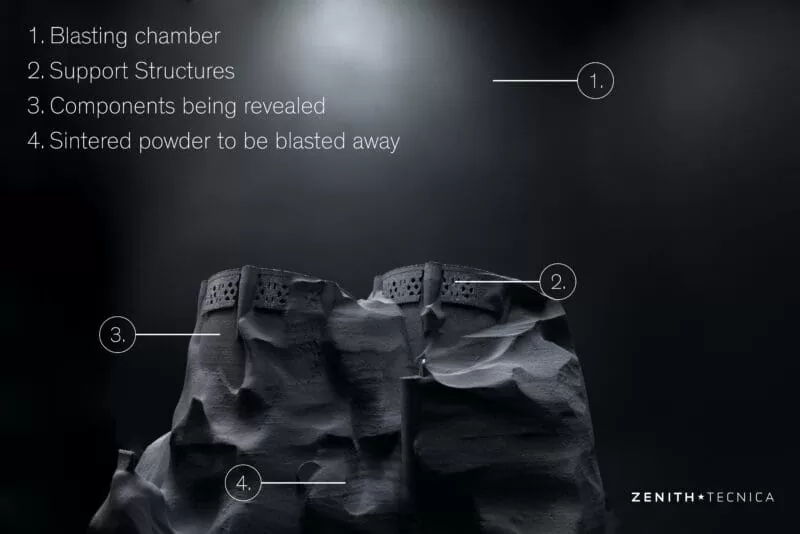
Figure 3. Diagram of inside the PRS blasting chamber
From here, the parts are ready to begin their post-processing journey, which starts with the removal of all support structures and ends with an ultrasonic clean and a quality inspection.
Zenith Tecnica’s titanium EBM surface roughness on an ‘as-built’ component is approximately 16um-22um Ra. This can be ideal for components in bonding situations; however, it is common for parts to be finished with smooth and even machined surfaces depending on their application. Click here for a deep dive into the different surface finishing options we can provide.
Once all the post-processing steps (such as surface finishing, product marking needs, machining – see service options here) have been completed, the part is ready to be delivered.
Below is a fantastic example of the power of EBM in creating an optimized and lightweight part, that would otherwise have been extremely complicated to fabricate. We can see the thin-walled struts, the larger surfaces that have been machined for tighter tolerances and the uniquely optimized geometry that achieves the strength required with the minimum material used.

Now that you know the basics of how Electron Beam Melting works, you might be thinking you are:
Luckily with Zenith Tecnica’s help, you don’t need to be an expert in all things Additive to make an informed decision. For any questions or to set up a free 1-hour consultation with our EBM experts to get your started on your additive journey get in touch with our friendly engineering team.
eces




